En un estudio de métodos y tiempos es importante conocer el número necesario de observaciones a realizar por varias razones:
-
Para obtener mediciones precisas de los tiempos. Un número insuficiente de observaciones puede llevar a tiempos no representativos de la operación.
-
Para capturar adecuadamente la variabilidad natural del proceso. Factores como la fatiga del trabajador, interrupciones, etc. introducen variabilidad que debe medirse.
-
Para determinar tiempos estándar confiables. Los tiempos estándar se calculan a partir de los tiempos observados, por lo que influyen directamente.
-
Para identificar oportunidades de mejora. Al observar más ciclos se pueden detectar ineficiencias o causas de demoras.
-
Para obtener estimaciones válidas de tiempos improductivos. Se requiere una muestra amplia para estimar adecuadamente proporciones.
-
Para evitar recoger más datos de los necesarios. Un exceso de observaciones consumen recursos innecesariamente.
El número de observaciones impacta directamente en la utilidad y precisión de los resultados del estudio de métodos y tiempos.
Puntos clave para determinar el numero de tomas a realizar en un estudio de tiempos
Algunos puntos clave para determinar el número necesario de observaciones en un estudio:
-
Variabilidad esperada: Si se espera una alta variabilidad en las mediciones, se necesitarán más observaciones para obtener una estimación precisa.
-
Nivel de confianza deseado: Generalmente se utiliza un nivel de confianza del 95%. Más alto nivel de confianza requiere un tamaño de muestra más grande.
-
Margen de error aceptable: ¿Qué nivel de error es aceptable en los resultados? Un margen de error más pequeño requiere más observaciones.
-
Recursos disponibles: El número de observaciones que se pueden hacer puede estar limitado por el tiempo, el costo y otros recursos.
-
Método de muestreo: El método de muestreo aleatorio simple requiere el tamaño de muestra más pequeño. Otros diseños requieren tamaños de muestra más grandes.
En resumen, determinar el número adecuado de observaciones requiere equilibrar todos estos factores para obtener resultados precisos dentro de las limitaciones de recursos. Los métodos estadísticos formales pueden ayudar a calcular el tamaño óptimo de muestra.
¿Qué es el nivel de confianza?
El nivel de confianza, en estadística, es la probabilidad máxima con la que podríamos asegurar que el parámetro a estimar se encuentra dentro de nuestro intervalo estimado. El nivel de confianza se define como 1-alfa y sus valores más comunes son 90%, 95% y 99%
¿En que momentos del día se deben de realizar las diferentes tomas de tiempos?
A la hora de medir un trabajo es una buena práctica:
-
Distribuir las observaciones a lo largo del día y la semana. No concentrarlas solo en las mañanas, o en los martes, por ejemplo.
-
Alternar el orden de los participantes u objetos observados. No observar siempre primero a los mismos.
-
Contrabalancear las condiciones experimentales u observacionales. Por ejemplo, si se comparan dos métodos diferentes, alternar cuál se presenta primero.
-
Evitar momentos atípicos como justo antes/después de vacaciones, días festivos, etc. a menos que sea el objetivo.
-
Analizar los datos para detectar sesgos. Por ejemplo, comparar los resultados de diferentes franjas horarias. Si hay diferencias, ajustar el muestreo.
-
Usar métodos de muestreo aleatorio y estratificado para seleccionar los momentos, si es factible.
-
Documentar detalladamente los momentos y condiciones de cada observación.
En resumen, hay que buscar la mayor aleatoriedad y representatividad distribuyendo bien las observaciones en tiempo y espacio.
¿Factores que afectan en el numero de observaciones a realizar en un estudio de metodos y tiempos?
El número de observaciones en un estudio de métodos y tiempos depende de varios factores:
-
Naturaleza del proceso: procesos altamente repetitivos y estandarizados requieren menos observaciones que aquellos muy variables.
-
Duración del ciclo: ciclos más largos necesitan menos observaciones que ciclos cortos.
-
Precisión deseada: a mayor precisión en los tiempos, se necesitan más observaciones.
-
Nivel de confianza: un nivel de confianza más alto requiere un tamaño de muestra mayor.
-
Variabilidad del proceso: mayor variabilidad requiere más observaciones para capturarla adecuadamente.
-
Importancia de la operación: operaciones claves o cuellos de botella pueden requerir más observaciones.
-
Costo de las observaciones: el costo de tomar cada observación puede limitar el tamaño de muestra.
-
Tipo de proceso: procesos continuos requieren un enfoque diferente a procesos intermitentes o por lotes.
-
Recursos disponibles: el número de observadores y tiempo disponible puede restringir el tamaño de muestra.
-
Objetivos del estudio: el uso planeado para los tiempos determina los requisitos de precisión.
En resumen, no hay una regla fija sobre el número de observaciones, depende principalmente de las características del proceso específico y los objetivos del estudio.
Métodos para determinar el número de observaciones:
Existen varios métodos para determinar el número de observaciones a realizar en un cronometraje industrial. Algunos de los más utilizados son:
El método empírico:
se basa en la experiencia y en las recomendaciones generales. Por ejemplo, la Oficina Internacional del Trabajo sugiere cronometrar al menos 50 ciclos en operaciones breves y entre 20 y 30 ciclos en operaciones más largas.
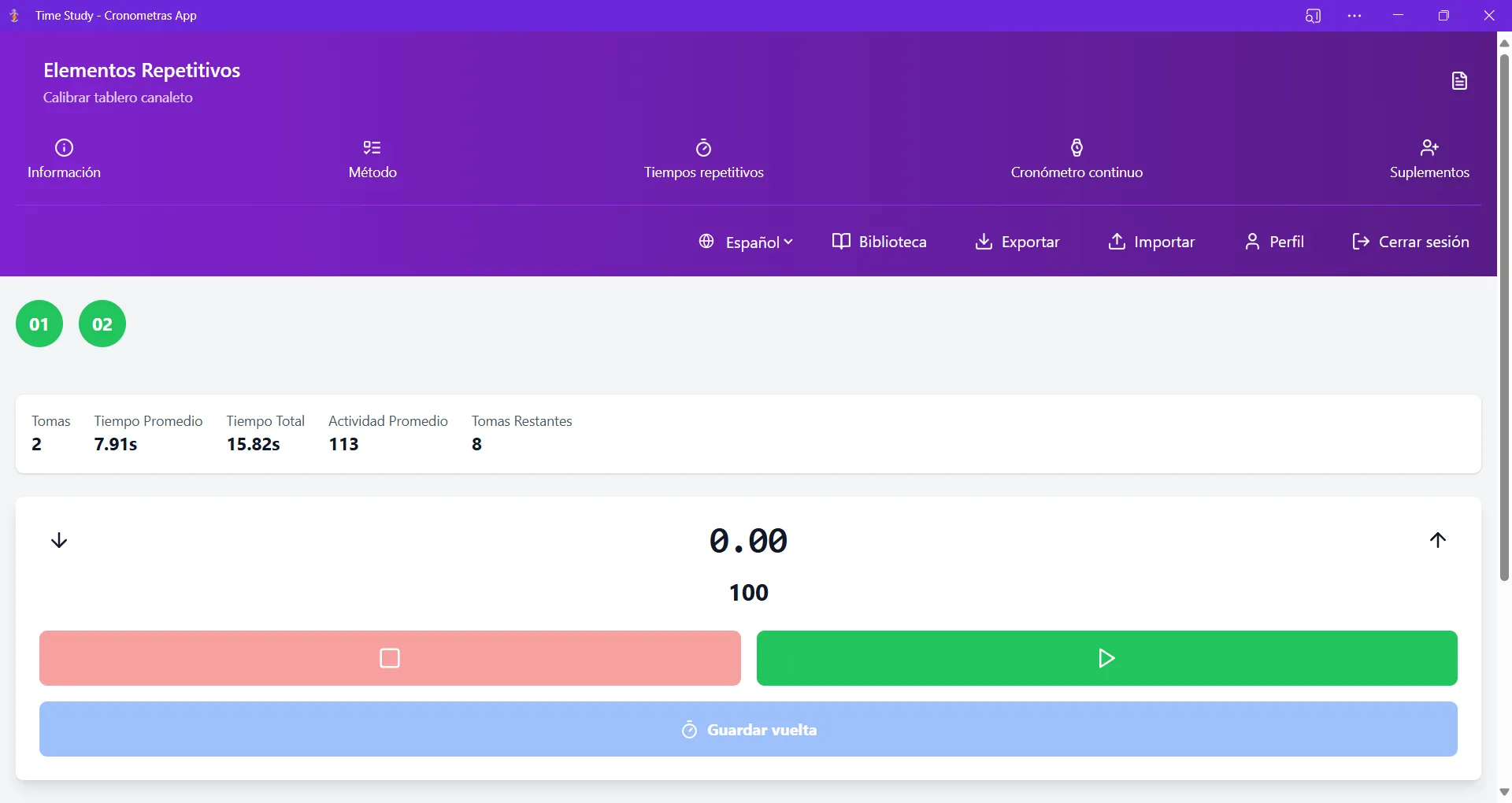
Método estadístico OIT específico para estudios de tiempos industriales. (utilizado en la App CronometrasApp)
Pongamos que tomamos 8 tomas:
25,23,26,25,18,21,24,26
La fórmula utilizada es:
n = ((40 * RAIZ((n' * ∑x2) - (∑x)2)) / ∑x)^2Donde:
-
n = tamaño de muestra requerido
-
n’ = número de observaciones iniciales
-
∑x = sumatorio de los valores de las observaciones
-
∑x2 = sumatorio de los cuadrados de los valores de las observaciones
El origen de esta fórmula se remonta a los trabajos de J.M. Juran en el contexto de estudios de tiempos y movimientos en ingeniería industrial.
Aplicamos la fórmula para calcular el número de observaciones (n) necesarias en un estudio de tiempos de trabajo con un nivel de confianza del 95% y un margen de error del 5% con las observaciones inicailes: 25,23,26,25,18,21,24,26
-
Observaciones preliminares (n’): **8 **(ya que hay 8 tomas)
-
Suma de los tiempos de las observaciones preliminares (∑x):
- 25 + 23 + 26 + 25 + 18 + 21 + 24 + 26 = 188
-
Suma de los cuadrados de los tiempos de las observaciones preliminares (∑x2):
- 625 + 529 + 676 + 625 + 324 + 441 + 576 + 676 = 4472
Sustituyendo estos valores en la fórmula:
n = ((40 * RAIZ((8 * 4,472) - (188)^2)) / 188)^2
n = ((40 * RAIZ(35,776 - 35,344)) / 188)^2
n = ((40 * RAIZ(432)) / 188)^2
n = ((40 * 20.78) / 188)^2
n = (830.4 / 188)^2
n = 4.42^2
n = 19.53Como el número de observaciones (n) debe ser un número entero, se redondea hacia arriba, obteniendo un total de 20 observaciones necesarias para alcanzar una fiabilidad del 95% en el estudio de tiempos de trabajo, como ya teníamos 8, nos restan 12 tomas por realizar.